摘要:基于LPC915单片机的基础上提出了一种电锯检测微机控制系统的设计,针对电锯检测时的两种检测原理和方法,于是就有了两路数据采集通道,经过数据预处理模块进入A/D转换电路输送到中央处理器(LPC915)进行处理后,输出显示信号到LCD显示电路.
0 引言
工业高度发展的今天,生产、建筑等行业都不可能缺少电锯的切削。机械设计、成型也是一样.现在大部分的电锯切割基本上都是利用肉眼,经验,感觉去判断是否达到已经切割的精度或标准。虽然,现在工业发展中出现了,例如数控车床等等数字化辅助设计和制造。精度可以满足已有的工业标准,但它们的工作不可能缺少检测这个环节,所以本文在考虑这些问题的基础上提出了一种基于单片机而开发的电锯检测微机控制系统的设计过程。
1 电锯检测设计原理
在实际应用中一般都不外合两种切割方式: 转角度切割和深度切割,基于这两种方式就会有一下两种检测原理和方法:
1.1 转角度检测的原理及方法
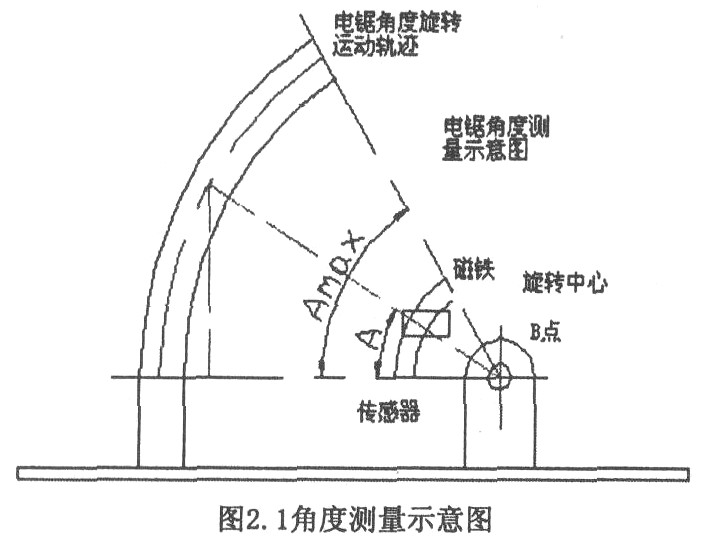
图2.1是测量角度的示意图,根据传感器的理论,不考虑传感器的非线性、及其他相关因素的影响,可以认为霍尔传感器的测量信号是线性的,这个是系统的测量基础。
由此得出:
![]()
即,角度与传感器的输出电压是线性关系。
但是实际上由于磁铁的磁场分布均匀性、安装是否合适等等因素造成传感器不可能成理想的线性的关系,造成实际的传感器是非线性的,因此在实际的使用当中,为了达到预定的测量精度,可能应进行补偿,但是只要安装合适,在一定的精度范围,可以直接使用。
根据直线理论,两点确定一条直线,因此在设计系统当中通过校准程序,确定传感器的零点和斜率,保证测量在整个测量范围的准确性。
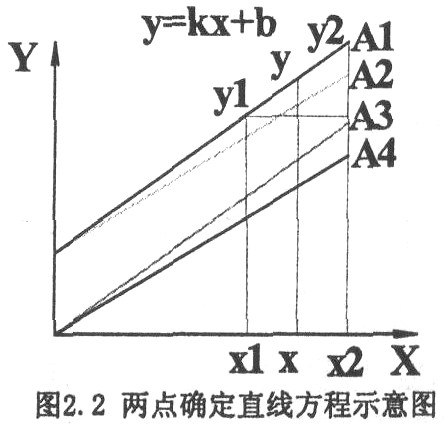
根据上图我们可以推导出:
![]()
令:(x1,y1)、(x2,y2)分别为角度零点(E,O)和最大幅制点(F,Amax),同时A=Y,V=X
代入方程得:
![]()
因此根据公式1.2,我们制定测量角度的规则:
(1) 保证电锯处于初始零点位置,即(E,0)点,系统进行采样,存储E值到Flash存储器中。
(2)保证电锯处于最大工作状态,即(F,Amax)点,系统进行采样,存储F值到Flash储存器中。
(3)两点确定一条直线,即传感器的工作特性确定,传感器的电压值确定角度值,方程为式(2.2)
1.2 切割深度检测原理
从图2.3可以看出,这是电锯的初始状态的位置,以R1半径的圆弧是锯片中心的运动轨迹,B点是系统的旋转中心,A是系统运动到某个位置时锯片中心与初始位置的夹角,A’是系统运动到某个位置时锯片中心与底板平面的夹角(水平面),A0是系统运动的初始位置与底板平面的夹角。根据几何的关系得:
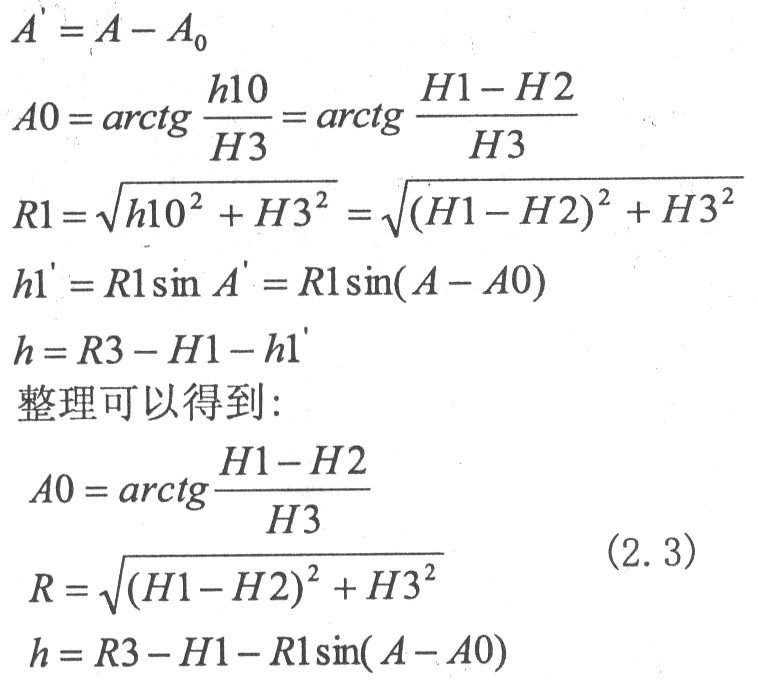
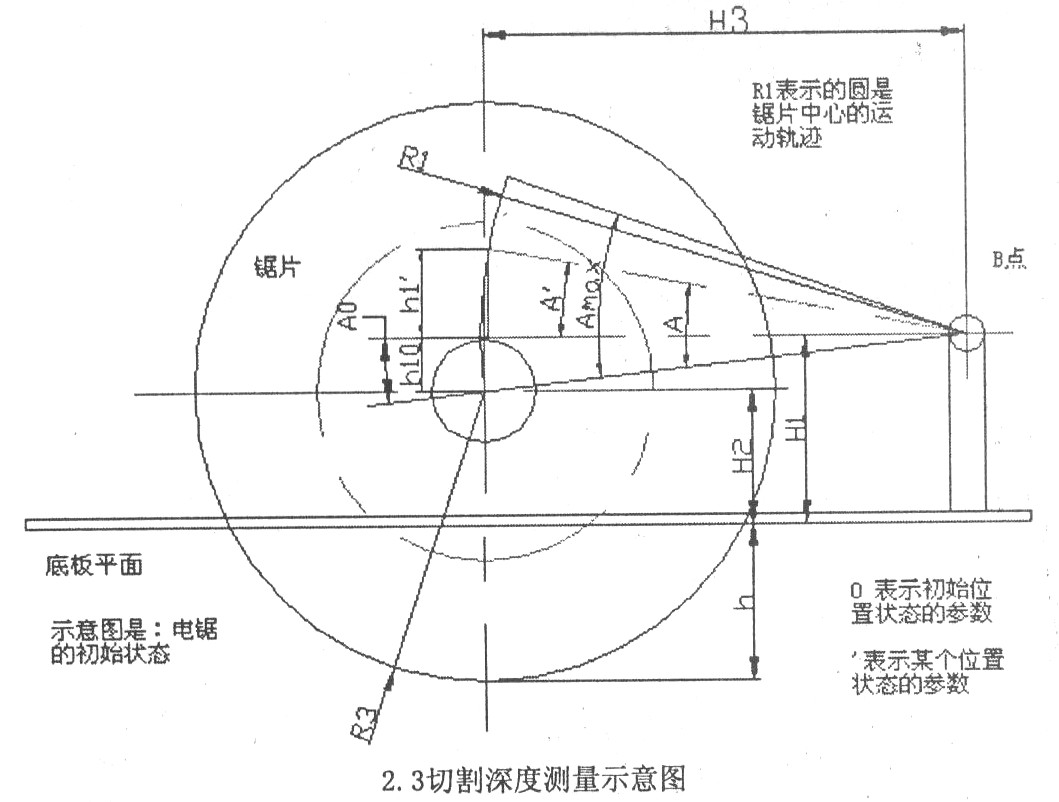
根据方程组(2.3)看出可以通过测量出旋转角度A达到测量锯片的切割深度h的目的。所以所有的问题可以归结为“怎样测量角度的问题?”,结合公式1.2可以圆满的解决切割深度h的问题。
因此根据上述,制定测量深度的规则:
(1)保证电锯处于初始零点位置,即(E,O)点,系统进行采样,存储E值到F1ash存储器中。
(2)保证电锯处于最大工作状态,即(F,Amax)点,系统进行采样,存储F值到Flash储存器中。
(3)两点确定一条直线,即传感器的工作特性确定,传感器的电压值确定角度值,方程为:
![]()
(4)通过,计算出切割深度。
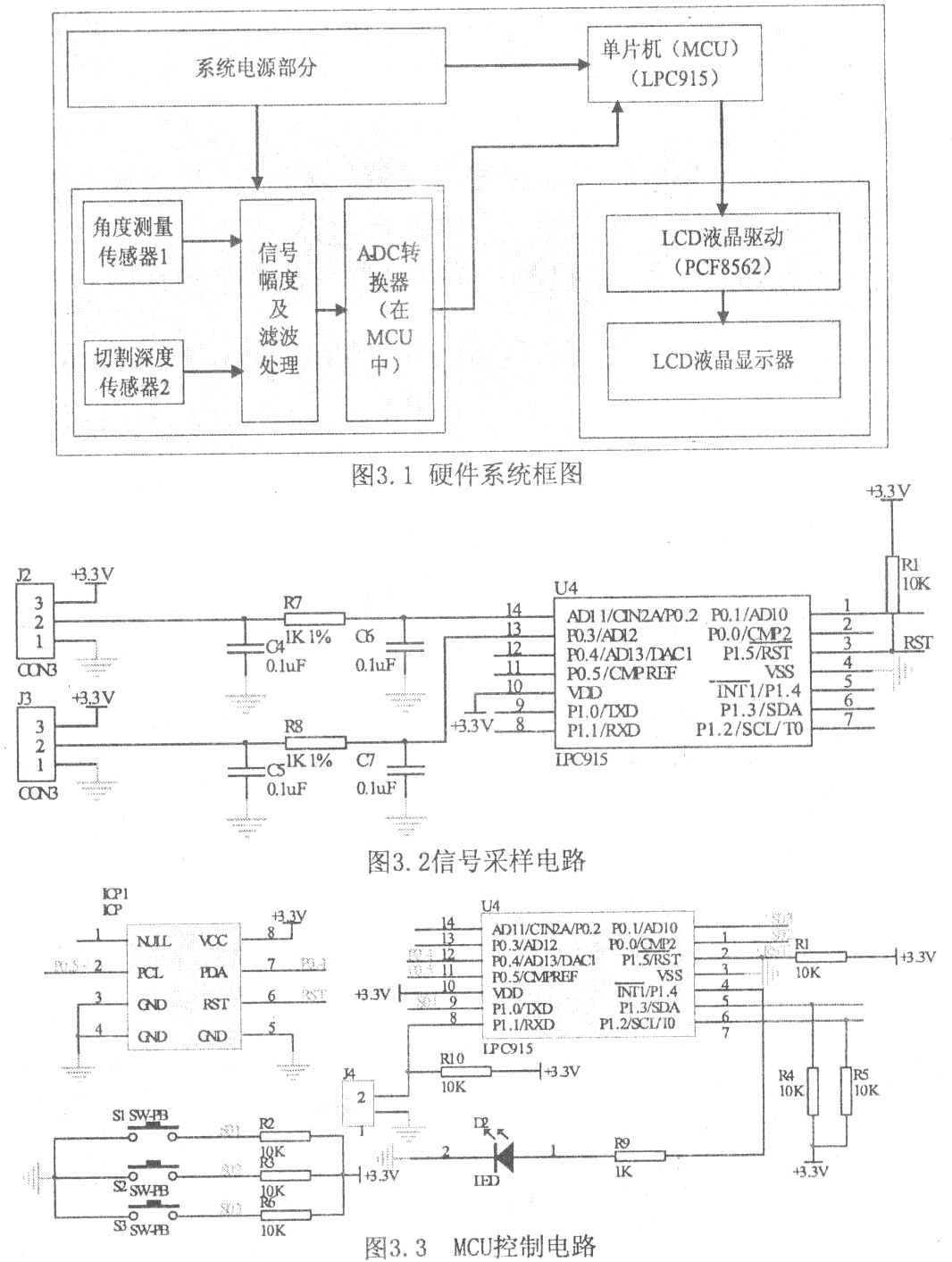
以上是本文设计检测系统的理论基础,利用所介绍的两种检测原理,我们开发了如下电锯检测微机控制系统.从图3.1看出,电锯检测设计的硬件系统分为四大部分:系统电源部分、传感器信号采样部分、LCD显示部分及MCU控制部分。
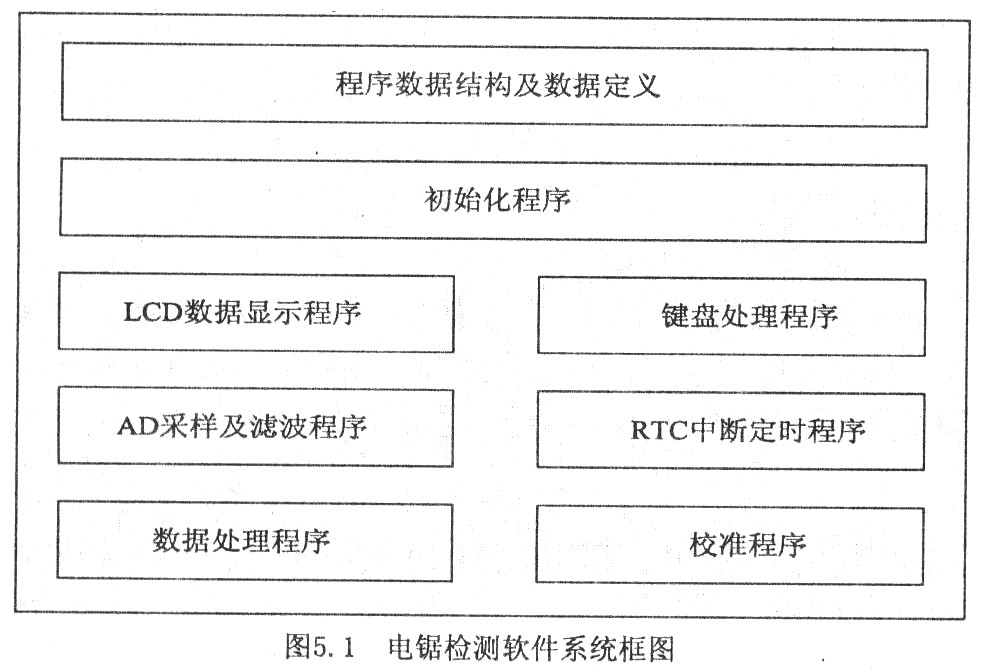
电锯检测软件系统主要包括程序数据结构及定义、系统初始化程序、LCD数据显示程序、AD采样及滤波程序、数据处理程序等等程序模块,它们之间相互联系的,缺一不可。以下是系统的软件设计流程图。
图5.2主程序流程图
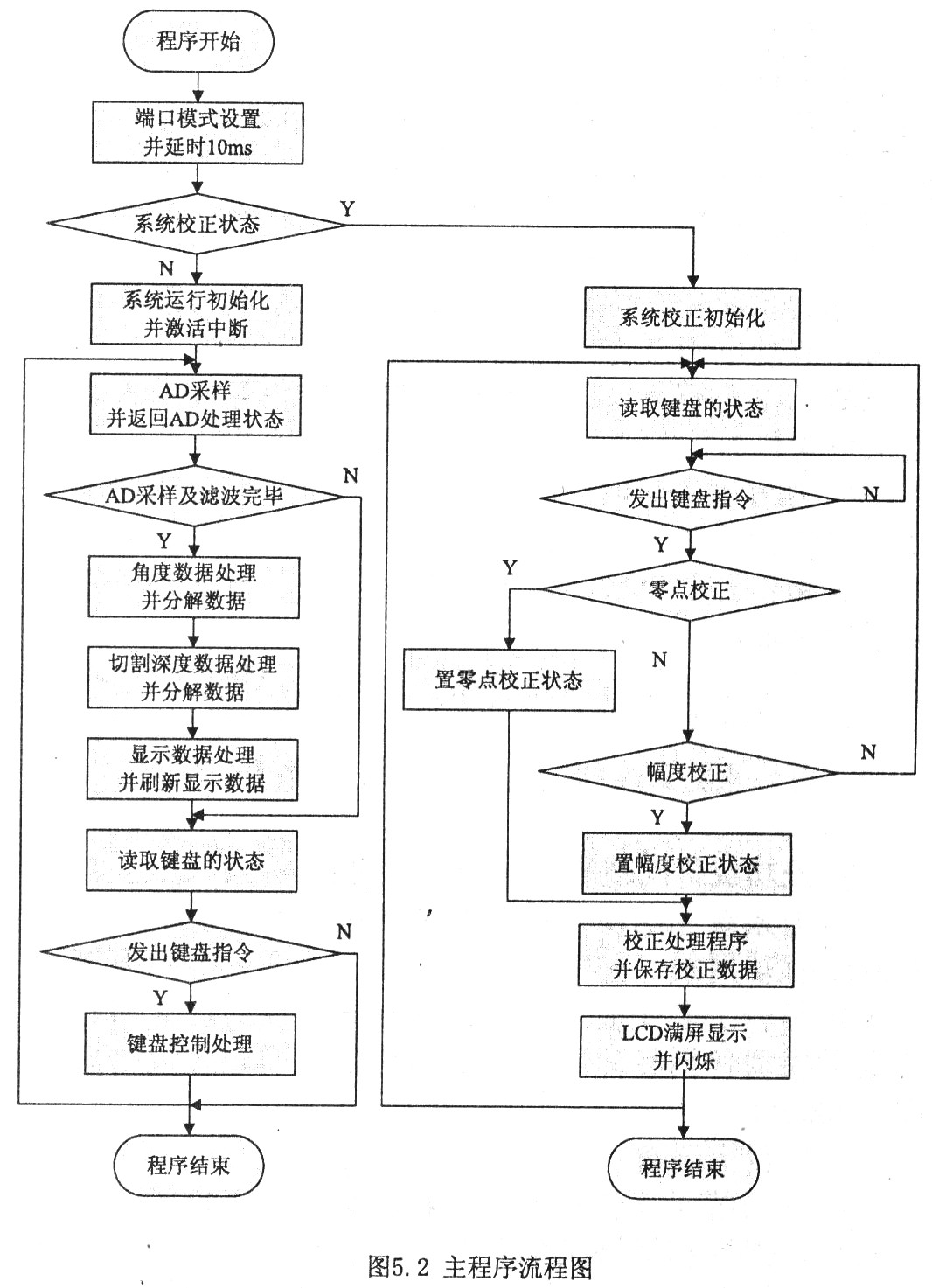
利用以上程序流程图我们可以设计相应的控制软件来实现电锯检测微机控制系统的功能,由于篇幅原因,本文不给出软件设计的程序清单.
4 结束语
本文提出的电锯检测微机控制系统设计过程简单、容于实现,而且设计、实现费用较低.它可以弥补传统电锯的不足.输出LCD显示可以给操作人员以可视化效果,数据采集、数据处理模块可以实现实时在线的效果.